


基于SINAMICS S120 變頻器的差壓變送器系統(tǒng)設(shè)計(jì)
產(chǎn)品說明:摘要: 西門子公司推出的 SINAMICS S120 多通道控制系統(tǒng),,集 V/F 控制,、矢量控制和伺服控制一體,功能豐富,。本文旨在基于 SINAMICS S120 變頻器設(shè)計(jì)開發(fā)出一個(gè)符合工業(yè)生產(chǎn)要求,、操作簡單、降低生產(chǎn)成本和提高生產(chǎn)效率的物料差壓變送器系統(tǒng),。
全國咨詢熱線:
13151342466
-
產(chǎn)品說明
摘要: 西門子公司推出的 SINAMICS S120 多通道控制系統(tǒng),,集 V/F 控制、矢量控制和伺服控制一體,,功能豐富。本文旨在基于 SINAMICS S120 變頻器設(shè)計(jì)開發(fā)出一個(gè)符合工業(yè)生產(chǎn)要求,、操作簡單,、降低生產(chǎn)成本和提高生產(chǎn)效率的物料差壓變送器系統(tǒng)。
1 物料差壓變送器系統(tǒng)組成
依托西門子功能運(yùn)控實(shí)訓(xùn)平臺(tái),,物料差壓變送器系統(tǒng)由硬件設(shè)備和軟件設(shè)計(jì)配合實(shí)現(xiàn)物料卷繞穩(wěn)定的線速度和張力,。
1. 1 硬件組成
物料差壓變送器系統(tǒng)硬件主要由主機(jī)架、控制系統(tǒng)電控箱,、人機(jī)交互面板以及受控對象組四部分組成,。主機(jī)架長 1 220 mm,寬 820 mm,,高 820 mm,,重量約為 80 kg。電控箱安裝西門子 SIMATIC S7 - T工藝控制系統(tǒng)和西門子 SINAMICS S120 高性能驅(qū)動(dòng)系統(tǒng),。SIMATIC S7 - T 控制系統(tǒng)主要由控制器CPU 315T - 3 PN/DP,、SIPLUS S7 - 300 PS 307 5A電源模塊、存儲(chǔ)卡 MMC,、數(shù)字信號模塊 SM323,、模擬信號模 塊 SM334 和 接 口 模 塊 IM174 構(gòu) 成。CPU 315T - 3 PN/DP 帶 有 集 成 I/O,,PROFIBUS DP ( DRIVE) 接口和 PROFINET PN - IO 接口,,用來驅(qū)動(dòng)部件的等時(shí)同步連接,實(shí)現(xiàn)高速工藝功能,。SI- NAMICS S120 驅(qū)動(dòng)系統(tǒng)包括控制單元 CU320 - 2 PN,、存 儲(chǔ) 卡 CF、整 流 單 元 SLM,、雙 軸 電 機(jī) 模 塊DMM,、單軸電機(jī)模塊 SMM,、伺服電機(jī) SERVO??刂茊卧?CU320 - 2 PN 是整個(gè)驅(qū)動(dòng)系統(tǒng)的大腦,,負(fù)責(zé)電機(jī)模塊與非調(diào)節(jié)型電源模塊之間的通訊,提供多軸操作命令,,計(jì)算驅(qū)動(dòng)命令和編碼器返回信息[1 - 2],。人機(jī)交互面板裝有 1 塊西門子 KTP 700 BASIC PN操作屏,屏的右側(cè)裝有 20 個(gè)雙位置開關(guān),,其中的 16個(gè)開關(guān)接入控制單元,,4 個(gè)開關(guān)接入電壓配電系統(tǒng)的端子排中。HMI 采用精簡面板完成所有消息和信息的管理操作,,取代了傳統(tǒng)的 LED 指示燈和按鈕式解決方案,,顯著提高使用效率。受控對象組包含收卷輥,、放卷輥,、張力傳感器、增量型旋轉(zhuǎn)編碼器,、減速箱等,。懸臂式張力傳感器( CLT - 50 /200) 張力的控制范圍為0 ~ 150 N,配變送器后,,輸出0 ~ 10V,,4 ~ 20 mA 的直流電信號。PID 塊作為張力控制器,。增量型旋轉(zhuǎn)編碼器( HST 3806 - 102. 4BM - 5L) 每旋轉(zhuǎn)一圈采集 1 024 個(gè) TTL 信號,,在使用的時(shí)候插入旋轉(zhuǎn)編碼器模塊,即可定義其位置值和速度值,。
1. 2 軟件組成
物料差壓變送器系統(tǒng)調(diào)試軟件為 Step7 + Technol- ogy V5. 6 和 TIA Portal V15,。Step7 和 S7 - Technolo- gy 軟件集編程、組態(tài)于一體,,通過系統(tǒng)硬件組態(tài)和網(wǎng)絡(luò)組態(tài),,設(shè)置報(bào)文通訊,激活編寫 OB 塊 FC 塊 DCC 程序,,獲取編碼傳感器和張力傳感器的數(shù)據(jù),,可恒定控制物料卷繞的線速度和張力。TIA Portal V15 WinCC 組 態(tài),,連 接 SIMATIC S7 和 SIMATIC WinAC 等控制器,,在 HMI 觸摸屏上顯示卷繞參數(shù)和
監(jiān)控畫面。
2 物料差壓變送器系統(tǒng)設(shè)計(jì)
2. 1 物料卷繞系統(tǒng)整體流程圖
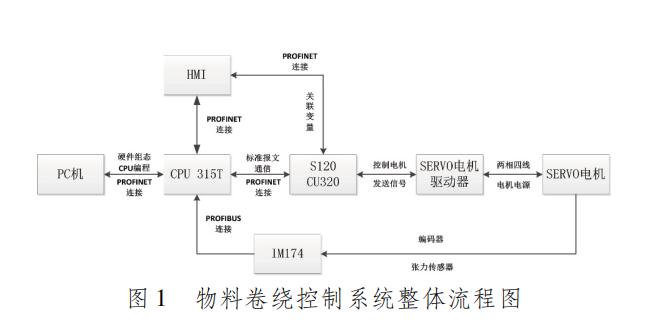
PC 機(jī)通過 PROFINET 協(xié)議在 PLC 中組態(tài),編寫下載程序,,然后 PLC 按照預(yù)定的程序執(zhí)行,,建立標(biāo)準(zhǔn)報(bào)文通信,將指令發(fā)送到 SINAMICS S120 中,, S120 按 照 PLC 的指示經(jīng)過非調(diào)節(jié)型電源模塊( SLM) 將 3 相 380 ~ 480 V 的交流電整流成 600V 直流電,,再經(jīng)過單軸電機(jī)模塊、雙軸電機(jī)模塊將 600 V直流電逆變成 3 相 400 V 的交流電驅(qū)動(dòng)電機(jī)運(yùn)行,, CU320 控制單元,、非調(diào)節(jié)型電源模塊 SLM、電機(jī)模塊以及電機(jī)內(nèi)部編碼器進(jìn)行數(shù)據(jù)交換的傳輸線是Drive - CLiQ 線纜,。HMI 用來顯示控制電機(jī)啟停和參數(shù),。壓力傳感器的值經(jīng)過變送器信號轉(zhuǎn)換由 PLC模擬量輸入輸出模塊傳遞給 PLC,旋轉(zhuǎn)編碼器值實(shí)時(shí)檢測膠帶的速度和位置等信息,,經(jīng) IM174 接口模塊再通過 PROFIBUS 總線將信息送往 PLC 的 CPU,。系統(tǒng)整體流程圖如圖 1 所示。
 2. 2 物料卷繞速度控制
2. 2 物料卷繞速度控制
為達(dá)到卷繞速度平穩(wěn)恒定和啟停過程快速準(zhǔn)確,,采取速度直接控制方式,。將伺服電機(jī)的轉(zhuǎn)速設(shè)定值作為膠帶速度控制系統(tǒng)的輸出,編碼器檢測的速度值作為控制系統(tǒng)速度檢測值,,速度檢測值與給定的膠帶速度作比較之后經(jīng)控制器計(jì)算得到電機(jī)角速度。在該系統(tǒng)中選擇 PID 控制器,,運(yùn)用臨界比例度法整定 PID 三個(gè)參數(shù)[3],,得到 Kp = 0. 6 Kpr,Ti = 0. 5 Tr,,Td = 0. 12 Tr,。
2. 3 物料卷繞張力控制
控制張力的電機(jī)是從軸的放卷電機(jī),利用電機(jī)產(chǎn)生的電磁轉(zhuǎn)矩來反抗膠帶對電機(jī)的拉力力矩,,當(dāng)電磁轉(zhuǎn)矩和膠帶拉力力矩相等時(shí),,電機(jī)將處于靜止或者勻速運(yùn)動(dòng)狀態(tài),而當(dāng)拉力力矩與電磁轉(zhuǎn)矩不平衡時(shí),,電機(jī)將沿著力大的方向加速運(yùn)動(dòng)[4],。在這里采取直接轉(zhuǎn)矩控制張力,通過張力傳感器檢測的張力值與給定值作比較,,經(jīng)調(diào)節(jié)器調(diào)節(jié),,將調(diào)節(jié)量作為電機(jī)的轉(zhuǎn)矩設(shè)定值,屬于閉環(huán)控制系統(tǒng),??刂七壿媹D如圖 2 所示。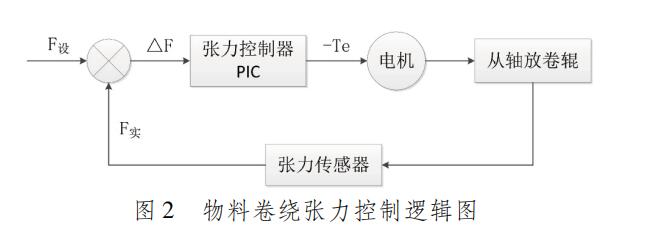 3 仿真結(jié)果
3 仿真結(jié)果
3. 1 硬件組態(tài)
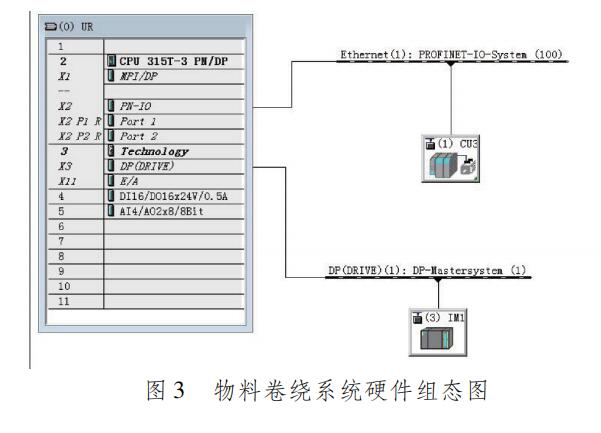
在 Step7 軟件中配置完成硬件組態(tài)如圖 3所示。
 3. 2 仿真結(jié)果分析
3. 2 仿真結(jié)果分析
3. 2. 1 物料卷繞速度監(jiān)控畫面
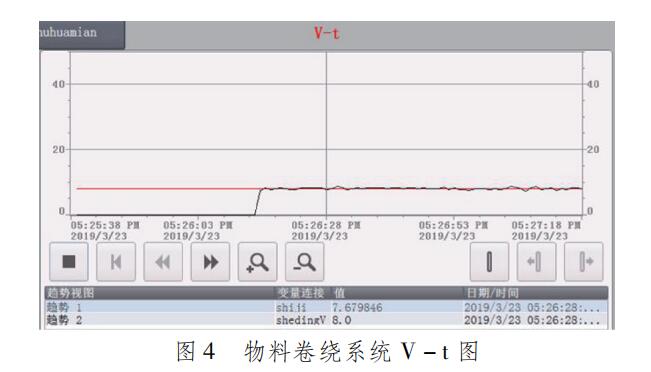
圖 4 反映膠帶實(shí)際線速度隨時(shí)間變化的過程,,紅線表示設(shè)定線速度,,黑線表示實(shí)際線速度,橫軸顯示實(shí)時(shí)記錄數(shù)據(jù)的時(shí)間,。由圖可以看出速度運(yùn)行平穩(wěn),,屬于無振蕩系統(tǒng),且響應(yīng)迅速,,滿足工業(yè)要求,。
 3. 2. 2 物料卷繞張力監(jiān)控畫面
3. 2. 2 物料卷繞張力監(jiān)控畫面
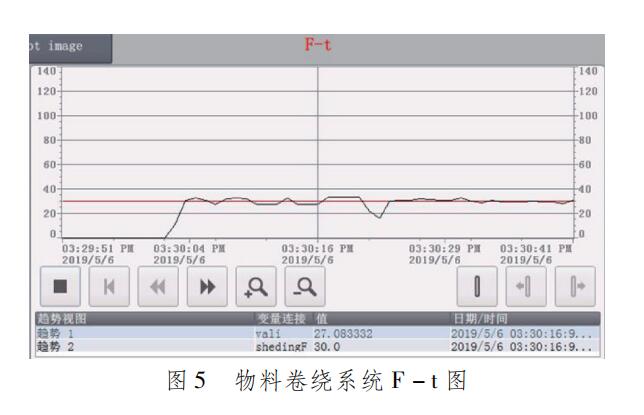
圖 5 表示膠帶實(shí)際張力隨時(shí)間變化的過程,紅線表示設(shè)定張力,,黑線表示實(shí)際張力,,橫軸顯示實(shí)時(shí)記錄 數(shù) 據(jù) 的 時(shí) 間。由圖可以看出張力設(shè)定為30 N時(shí)調(diào)節(jié)初期波動(dòng)稍大,,但最終穩(wěn)態(tài)效果良好,。
1 物料差壓變送器系統(tǒng)組成
依托西門子功能運(yùn)控實(shí)訓(xùn)平臺(tái),,物料差壓變送器系統(tǒng)由硬件設(shè)備和軟件設(shè)計(jì)配合實(shí)現(xiàn)物料卷繞穩(wěn)定的線速度和張力,。
1. 1 硬件組成
物料差壓變送器系統(tǒng)硬件主要由主機(jī)架、控制系統(tǒng)電控箱,、人機(jī)交互面板以及受控對象組四部分組成,。主機(jī)架長 1 220 mm,寬 820 mm,,高 820 mm,,重量約為 80 kg。電控箱安裝西門子 SIMATIC S7 - T工藝控制系統(tǒng)和西門子 SINAMICS S120 高性能驅(qū)動(dòng)系統(tǒng),。SIMATIC S7 - T 控制系統(tǒng)主要由控制器CPU 315T - 3 PN/DP,、SIPLUS S7 - 300 PS 307 5A電源模塊、存儲(chǔ)卡 MMC,、數(shù)字信號模塊 SM323,、模擬信號模 塊 SM334 和 接 口 模 塊 IM174 構(gòu) 成。CPU 315T - 3 PN/DP 帶 有 集 成 I/O,,PROFIBUS DP ( DRIVE) 接口和 PROFINET PN - IO 接口,,用來驅(qū)動(dòng)部件的等時(shí)同步連接,實(shí)現(xiàn)高速工藝功能,。SI- NAMICS S120 驅(qū)動(dòng)系統(tǒng)包括控制單元 CU320 - 2 PN,、存 儲(chǔ) 卡 CF、整 流 單 元 SLM,、雙 軸 電 機(jī) 模 塊DMM,、單軸電機(jī)模塊 SMM,、伺服電機(jī) SERVO??刂茊卧?CU320 - 2 PN 是整個(gè)驅(qū)動(dòng)系統(tǒng)的大腦,,負(fù)責(zé)電機(jī)模塊與非調(diào)節(jié)型電源模塊之間的通訊,提供多軸操作命令,,計(jì)算驅(qū)動(dòng)命令和編碼器返回信息[1 - 2],。人機(jī)交互面板裝有 1 塊西門子 KTP 700 BASIC PN操作屏,屏的右側(cè)裝有 20 個(gè)雙位置開關(guān),,其中的 16個(gè)開關(guān)接入控制單元,,4 個(gè)開關(guān)接入電壓配電系統(tǒng)的端子排中。HMI 采用精簡面板完成所有消息和信息的管理操作,,取代了傳統(tǒng)的 LED 指示燈和按鈕式解決方案,,顯著提高使用效率。受控對象組包含收卷輥,、放卷輥,、張力傳感器、增量型旋轉(zhuǎn)編碼器,、減速箱等,。懸臂式張力傳感器( CLT - 50 /200) 張力的控制范圍為0 ~ 150 N,配變送器后,,輸出0 ~ 10V,,4 ~ 20 mA 的直流電信號。PID 塊作為張力控制器,。增量型旋轉(zhuǎn)編碼器( HST 3806 - 102. 4BM - 5L) 每旋轉(zhuǎn)一圈采集 1 024 個(gè) TTL 信號,,在使用的時(shí)候插入旋轉(zhuǎn)編碼器模塊,即可定義其位置值和速度值,。
1. 2 軟件組成
物料差壓變送器系統(tǒng)調(diào)試軟件為 Step7 + Technol- ogy V5. 6 和 TIA Portal V15,。Step7 和 S7 - Technolo- gy 軟件集編程、組態(tài)于一體,,通過系統(tǒng)硬件組態(tài)和網(wǎng)絡(luò)組態(tài),,設(shè)置報(bào)文通訊,激活編寫 OB 塊 FC 塊 DCC 程序,,獲取編碼傳感器和張力傳感器的數(shù)據(jù),,可恒定控制物料卷繞的線速度和張力。TIA Portal V15 WinCC 組 態(tài),,連 接 SIMATIC S7 和 SIMATIC WinAC 等控制器,,在 HMI 觸摸屏上顯示卷繞參數(shù)和
監(jiān)控畫面。
2 物料差壓變送器系統(tǒng)設(shè)計(jì)
2. 1 物料卷繞系統(tǒng)整體流程圖
PC 機(jī)通過 PROFINET 協(xié)議在 PLC 中組態(tài),編寫下載程序,,然后 PLC 按照預(yù)定的程序執(zhí)行,,建立標(biāo)準(zhǔn)報(bào)文通信,將指令發(fā)送到 SINAMICS S120 中,, S120 按 照 PLC 的指示經(jīng)過非調(diào)節(jié)型電源模塊( SLM) 將 3 相 380 ~ 480 V 的交流電整流成 600V 直流電,,再經(jīng)過單軸電機(jī)模塊、雙軸電機(jī)模塊將 600 V直流電逆變成 3 相 400 V 的交流電驅(qū)動(dòng)電機(jī)運(yùn)行,, CU320 控制單元,、非調(diào)節(jié)型電源模塊 SLM、電機(jī)模塊以及電機(jī)內(nèi)部編碼器進(jìn)行數(shù)據(jù)交換的傳輸線是Drive - CLiQ 線纜,。HMI 用來顯示控制電機(jī)啟停和參數(shù),。壓力傳感器的值經(jīng)過變送器信號轉(zhuǎn)換由 PLC模擬量輸入輸出模塊傳遞給 PLC,旋轉(zhuǎn)編碼器值實(shí)時(shí)檢測膠帶的速度和位置等信息,,經(jīng) IM174 接口模塊再通過 PROFIBUS 總線將信息送往 PLC 的 CPU,。系統(tǒng)整體流程圖如圖 1 所示。
為達(dá)到卷繞速度平穩(wěn)恒定和啟停過程快速準(zhǔn)確,,采取速度直接控制方式,。將伺服電機(jī)的轉(zhuǎn)速設(shè)定值作為膠帶速度控制系統(tǒng)的輸出,編碼器檢測的速度值作為控制系統(tǒng)速度檢測值,,速度檢測值與給定的膠帶速度作比較之后經(jīng)控制器計(jì)算得到電機(jī)角速度。在該系統(tǒng)中選擇 PID 控制器,,運(yùn)用臨界比例度法整定 PID 三個(gè)參數(shù)[3],,得到 Kp = 0. 6 Kpr,Ti = 0. 5 Tr,,Td = 0. 12 Tr,。
2. 3 物料卷繞張力控制
控制張力的電機(jī)是從軸的放卷電機(jī),利用電機(jī)產(chǎn)生的電磁轉(zhuǎn)矩來反抗膠帶對電機(jī)的拉力力矩,,當(dāng)電磁轉(zhuǎn)矩和膠帶拉力力矩相等時(shí),,電機(jī)將處于靜止或者勻速運(yùn)動(dòng)狀態(tài),而當(dāng)拉力力矩與電磁轉(zhuǎn)矩不平衡時(shí),,電機(jī)將沿著力大的方向加速運(yùn)動(dòng)[4],。在這里采取直接轉(zhuǎn)矩控制張力,通過張力傳感器檢測的張力值與給定值作比較,,經(jīng)調(diào)節(jié)器調(diào)節(jié),,將調(diào)節(jié)量作為電機(jī)的轉(zhuǎn)矩設(shè)定值,屬于閉環(huán)控制系統(tǒng),??刂七壿媹D如圖 2 所示。
3. 1 硬件組態(tài)
在 Step7 軟件中配置完成硬件組態(tài)如圖 3所示。
3. 2. 1 物料卷繞速度監(jiān)控畫面
圖 4 反映膠帶實(shí)際線速度隨時(shí)間變化的過程,,紅線表示設(shè)定線速度,,黑線表示實(shí)際線速度,橫軸顯示實(shí)時(shí)記錄數(shù)據(jù)的時(shí)間,。由圖可以看出速度運(yùn)行平穩(wěn),,屬于無振蕩系統(tǒng),且響應(yīng)迅速,,滿足工業(yè)要求,。
圖 5 表示膠帶實(shí)際張力隨時(shí)間變化的過程,紅線表示設(shè)定張力,,黑線表示實(shí)際張力,,橫軸顯示實(shí)時(shí)記錄 數(shù) 據(jù) 的 時(shí) 間。由圖可以看出張力設(shè)定為30 N時(shí)調(diào)節(jié)初期波動(dòng)稍大,,但最終穩(wěn)態(tài)效果良好,。
相關(guān)產(chǎn)品
- 壓力變送器運(yùn)行注意基本選型依據(jù)2021-04-26
- 壓力變送器和壓力傳感器應(yīng)用安裝重2021-04-19
- 溫度和液位變送器原理及應(yīng)用2021-04-19
- 智能壓力變送器校準(zhǔn)步驟引壓管選用2021-04-12
- 變送器選型注意要點(diǎn)應(yīng)用原則2021-04-12
- 壓力變送器安裝位置如何維護(hù)2021-04-06
- 影響壓力差壓變送器因素靜壓誤差修2021-04-06
- 壓力傳感器和溫度變送器的區(qū)別2020-08-01

